Features
Đặc Tính Nổi Bật Của Máy RI72
UỐN DẪN HƯỚNG chuẩn xác nhưng chỉ cần tiết diện tối thiểu (ngắn hơn 3-4 lần so với kiểu máy dùng khuôn uốn “PSG”) do lực ép lớn của các xi-lanh trên các trục dưới, điều đó nhờ vào chuyển động thẳng ổn định của các trục và không sử dụng bất kỳ hệ thống đòn bẩy nào.
Khả năng định vị CHÍNH XÁC của trục luôn được đảm bảo nhờ hệ thống dẫn hướng tuyến tính. Các trục phía dưới được dẫn động bởi cơ cấu bên trong máy, loại bỏ khả năng bị hở trục do mòn máy, khắc phục được những vấn đề xảy ra trên các kiểu máy dùng khuôn uốn (PSG”)/ đòn bẩy.
TRIỆT TIÊU lực ma sát trượt của các trục, được đảm bảo bởi hệ thống các bạc lót dẫn hướng được bôi trơn.
VỊ TRÍ SONG SONG của các trục phía dưới được đảm bảo chuẩn xác bởi một hệ thống sử dụng hai chiết áp tuyến tính cho mỗi cuộn. Có thể điều chỉnh các trục độc lập và dễ dàng nghiêng trục để tiến hành uốn dạng hình côn.
SỰ CHẮC CHẮN của máy thể hiện qua kết cấu thép vững chắc và kết cấu tuyến tính.
NHANH và ĐÁNG TIN CẬY khi đem lại thành phẩm chất lượng cao.
DỄ VẬN HÀNH VÀ BẢO TRÌ nhờ kiểu thiết kế giúp dễ tiếp cận các bộ phận thiết bị thủy lực cùng chức năng phân tích chẩn đoán máy trên bảng điều khiển, cũng luôn trong tầm tay của người vận hành.
The RI72’s Key Features
PRE-BENDING is perfect with a minimum straight section (3-4 times shorter than planetary “PSG” technology) due to the high power force of the cylinders on the bottom rolls, that thanks to the linear motion are fitted directly under the rolls and do not use any system of levers.
Positioning PRECISION of the rolls maintained over time thanks to the linear guide system. The bottom rolls are guided within the structure of the machine, eliminating the possibility of clearance due to machine wear and tear, contrary to what happens on machines with a planetary (PSG”)/lever system.
CANCELLATION of the sliding friction of rolls, ensured by a system of lubricated bronze guides.
PARALLELISM of bottom rolls perfectly assured by a system that uses a two linear potentiometer for each roll. The rolls are independently adjustable and tilt easily to allow for the execution of cone bending.
ROBUSTNESS is characterised by solid structural steelwork and linear structures.
SPEED and RELIABILITY of high quality work.
EASY to use and maintain thanks to easy accessibility of the hydraulic parts and the diagnostics on the control panel, that are always within reach of the operator.
Structure
CƠ CẤU MÁY RI72 (Máy uốn có chứng nhận Tiêu chuẩn châu Âu)
Các trục thân máy làm bằng thép hàn điện, đã qua nhiệt luyện thường hóa.Bộ khung đỡ các xi-lanh điều khiển chuyển động trục gia công được làm bằng thép hàn điện và đã qua nhiệt luyện thường hóa.
Trục uốn bằng thép carbon đặc biệt (C45 hoặc C50) đã qua xử lý nhiệt luyện tôi cứng.
– Hai trục được gắn động cơ số 2 có bộ giảm tốc tuần hoàn và động cơ thủy lực số 2 để xoay
– Hai trục bên và trục đáy có chuyển động định vị độc lập nhờ xi lanh thủy lực.
– Hai trục bên nghiêng bằng điều khiển điện (điều khiển PLC) để gia công dạng côn.
– Chuyển động của các trục bên và dưới điều khiển bởi hệ thống dẫn hướng tuyến tính
– Hệ thống xoay của các trục gồm 2 động cơ thủy lực kết hợp với 2 bộ giảm tốc tuần hoàn, được lắp trực tiếp trên các trục.
Tự động cân bằng tốc độ/áp suất giữa trục trên và các trục dưới;
Chiết áp tuyến tính được trang bị trên mỗi xi lanh (hai cái/một trục), cho phép điều khiển điện trên các xi lanh.
Các ổ bi đỡ hướng tâm được gắn trên trục gia công, là loại tự chỉnh chính hãng SKF hoặc FAG.
Hai máy bơm hoặc tối đa sáu máy bơm đối với máy có kích thước lớn hơn để có lực ép thẳng và quay tối đa. Có một hệ thống với nhiều máy bơm hơn nhằm giúp máy luôn tạo ra các chuyển động đồng thời gồm cả quay và ép để đạt công suất tối đa. Trong trường hợp hỏng bơm, máy vẫn có thể hoạt động mặc dù hiệu suất bị giảm sút.
Các xi lanh được làm bằng thép hợp kim hoặc thép carbon, thanh piston được mạ crôm và sử dụng các phớt chặn từ thương hiệu lớn.
Bộ phận điều khiển thủy lực bao gồm:động cơ bơm, van điện từ, van giảm áp đảm bảo bảo vệ quá tải.
Cần gạt thủy lực giúp máy tiến hành thoát ống thành phẩm ở vị trí ngang.
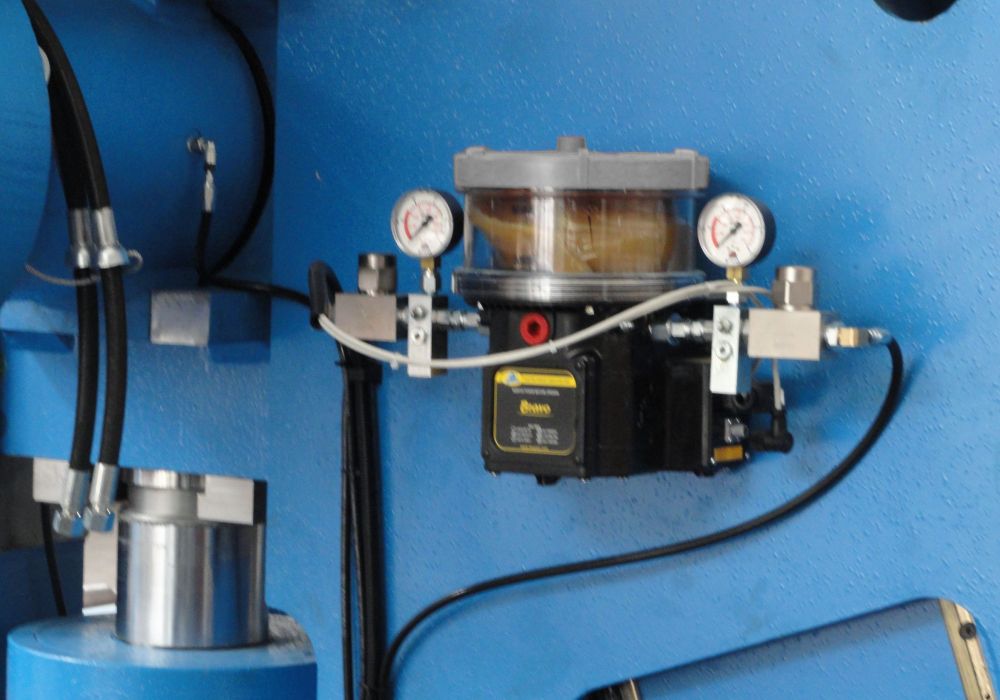
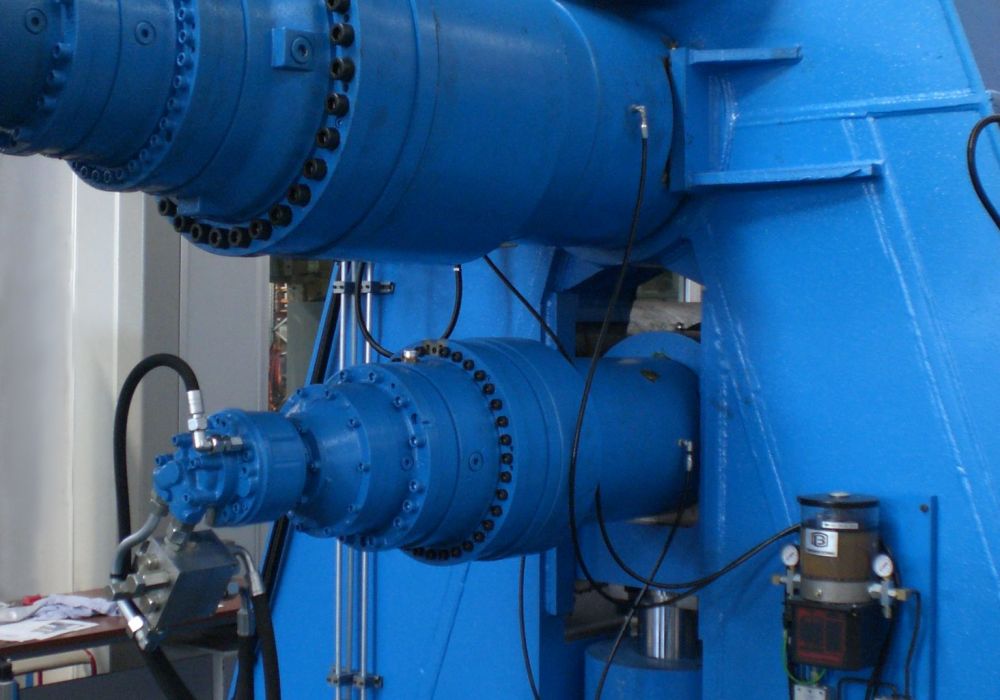
Hệ thống bôi trơn tự động gồm một máy bơm dung dịch bôi trơn có bình chứa độc lập, có thể lập trình từ bảng điều khiển cảm ứng.
Hệ thống điện Siemens, ABB, Telemecanique, Moeller.Bao gồm một bảng điều khiển di động được kết nối với máy dùng điện áp thấp và một tủ điện chung chứa các thiết bị điện khác, cùng bộ điều khiển máy PLC SIEMENS S7.
Bảng điều khiển cảm ứng SIEMENS KTP1200 PN có màn hình màu cảm ứng 12 inch.Chuyển qua lại các trang điều khiển, màn hình hiển thị vị trí, độ cân bằng của các trục, bên cạnh đó cũng có thể thiết lập và xem độ nghiêng cũng như tốc độ của trục (có hai tốc độ quay), cuối cùng là các chức năng chẩn đoán và cảnh báo của máy.
Modem để điều khiển PLC từ xa trong trường hợp có những thay đổi phần mềm và xử lý lỗi máy móc.
Sử dụng thiết bị trao đổi nhiệt cùng dầu thủy lực.
STRUCTURE OF RI72 (CE certified bending machine):
Crossbeams made of electro-welded steel, subjected to normalising heat treatment. The supporting frames of the rolls’ movement cylinders are made of electro-welded steel, subjected to normalising heat treatment.
Rolls in special carbon steel (C45 or C50) subjected to thermal hardening treatment.
– Two rolls are motorised with no. 2 epicyclic reduction gears and no. 2 hydraulic motors for their rotation.
– The side rolls and bottom roll have independent positioning movement by means of the hydraulic cylinders.
– Side rolls are electronically tilted (controlled by the PLC) for the production of conical plates.
– Movement of side and bottom rolls with a straight guide system.
– The rotation system of the rolls consists of two hydraulic motors coupled with two epicyclic reduction gears, directly fitted on the rolls.
Automatic speed/pressure balance between the upper roll and bottom rolls;
Linear potentiometers fitted on each roll (two on each roll) that allow electronic control of parallelism between rolls.
Radial bearings fitted on all rolls, self-aligning as double row SKF or FAG branded bearings
Two pumps or up to six for the bigger sizes for maximum linear and rotational thrust. Having a system with more pumps always produces simultaneous movements, including the possibility of both rotating and pressing up to the maximum capacity, and in the event of pump failure, the machine can also be operated, even if the performance is reduced.
The cylinders are made of alloy steel and carbon steel with a chrome-plated rod and use seals from the primary brands.
Hydraulic control unit consisting of: motor pump unit, electro valves, pressure relief valves which guarantee overload protection.
Hydraulic opening handle to allow the produced tube removal in horizontal position.
Automatic centralised lubrication system with a pump which has an autonomous tank, programmable from the touch panel.
Siemens, ABB, Telemecanique, Moeller electrical system. It consists of a mobile console control panel connected to the machine with low voltage and a general cabinet where there are all of the other electrical components, as well as the machine control PLC SIEMENS S7.
Independent SIEMENS KTP1200 PN control Touch Panel with a 12” touch screen colour display. By changing pages it is possible to see on the display the position, the balance of the rolls, to setup and read the tilting of the rolls, to set their speed (two rotation speeds), the diagnostic functions and machine alarm.
Modem to remotely control the PLC in case of software changes and resolution of machine faults.
Heat exchanger for the hydraulic oil.